This post may contain affiliate links. Please read our disclosure policy.
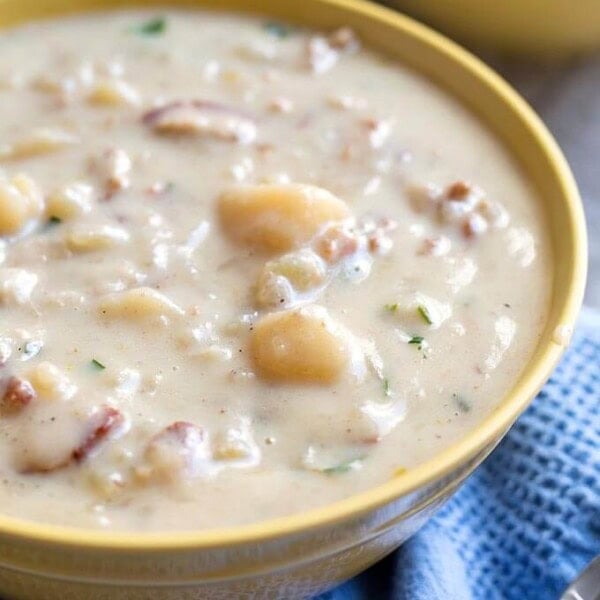
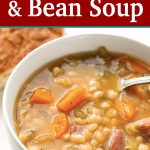
Instant Pot Ham Hock and Bean Soup is a hearty classic you can make in your pressure cooker. Great flavor from a smoky ham hock, thyme, garlic, and bay leaves. You don’t even have to soak the beans if you don’t want to! This pressure cooker ham hock and beans soup recipe is adapted from my mom’s.

Instant Pot Ham Hock and Bean Soup
I know there’s a month of Summer left, but I’m ready for all of the comfort foods of Fall! Pumpkin everything is already circulating online, so others must be feeling it too. So starts my Instant Pot Soup recipes posts!
Once again, I’m turning to my trusty Instant Pot® to make this Instant Pot Ham Hock and Bean Soup. No need to have a pot boiling on the stove for a few hours, and I didn’t start it early enough to use my crock pot.
In the electric pressure cooker this soup only takes about an hour. That includes the warm up and natural release time. Not bad! Just keep in mind that old beans will take longer to cook.
It is almost impossible to tell how old beans are, so just cook the recipe per instructions, leaving yourself a 15 to 25 minute window of time in case you need to add more time.
Also, on a warm day, I’m not heating up my kitchen. I say that all the time, but it is a huge reason why I will choose to make something like this in the Summer!

This pressure cooker ham hock and beans soup is total comfort food, and sure brings back my childhood!
I have over 70 Instant Pot Soup recipes here on the blog. You can use the search bar in the menu area to search, or search all of my Instant Pot soups here: Instant Pot Soups

Instant Pot Zuppa Toscana (Sausage Potato Soup)
Instant Pot Beef Barley Vegetable Soup
Sandy’s Instant Pot Beef Stew
Instant Pot Mushroom Soup
Did you make this tasty Instant Pot Beans recipe? Please leave a comment with a star rating below. I’d love to know how you like it!


Instant Pot Ham Hock and Bean Soup
Ingredients
- 1 ½ lbs Ham Hock or meaty ham bone (I use 1 large ham hock)
- 1 lb Navy Beans* (dry, or soaked 2 hours)
- 6 cups Low Sodium Broth or Water, chicken or pork
- 1 large Yellow Onion, chopped
- 3 ribs Celery, chopped
- 3 Carrots, chopped (larger pieces for firmer veggies)
- 4 Garlic Cloves, finely minced
- 2 Bay Leaves
- 3 sprigs Fresh Thyme (or ¼ teaspoon dried)
- ⅓ cup Fresh Flat Leaf Parsley, chopped
- ½ teaspoon Kosher Salt
- ½ teaspoon Black Pepper
Instructions
- Add all ingredients to the inner liner of the Instant Pot. Stir (Make sure the beans are fully submerged so you don't get any crunchy ones).
- Put the lid on, and set the steam release knob to the Sealing position.
- Press the Pressure Cook or Manual button or dial, then the +/- button or dial to choose 45 minutes.
- When the cooking cycle ends, turn off the pot and let it sit undisturbed to naturally release pressure for 20 minutes.
- Carefully release the remaining steam manually, using short bursts at first to make sure the soup won't spew out of the steam release knob. When all steam is out of the pot, and the pin in the lid drops, open the lid facing it away from you.
- Serve hot with some nice bread or rolls.
Notes
Nutrition
Nutrition information is automatically calculated, so should only be used as an approximation.



This was SO delicious. I don’t usually gush with recipes, but this one is worth gushing about.
I have made these several times, with no changes to the recipe. They always turn out amazing!!